井道式無障礙升降機
座椅式電梯
嬰兒護理臺
垂直無障礙升降平臺—G
無障礙扶手
爬樓機
輪椅斜掛機
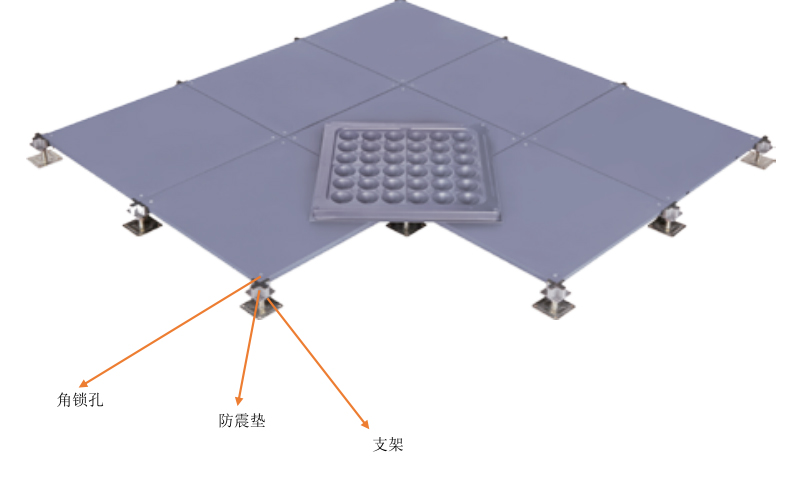
高架防震地板
不銹鋼盲道
無障礙升降平臺
首頁
產品中心
項目案例
關于博勤
聯(lián)系我們
加盟申請
13916248576
13611976892
7×24小時服務支持
? 2021 上海博勤實業(yè)有限公司 All rights Reserved 滬ICP備18008069號
產品中心
服務與支持
? 2021 上海博勤實業(yè)有限公司 All rights Reserved
 網站首頁
網站首頁 產品中心
產品中心 項目案例
項目案例 關于博勤
關于博勤 聯(lián)系我們
聯(lián)系我們